15�N��Ĥ��Ҋ���ϼ���Q����
http://www.sxbltgs.net �� ���r�g:2018��12��19�� �� ���P(gu��n)ע��(sh��):1381 �� |
ժҪ��15�N��Ĥ��Ҋ���ϼ���Q����
1����Ĥ���y
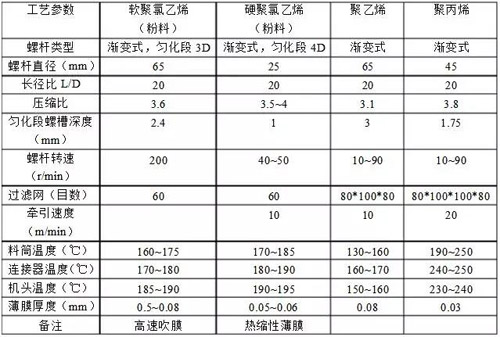
���Ϸ������ų�������
��1�� �C�^�ضȿ��Ʋ���(d��ng)����(d��ng)�C�^�ض�̫��̫�͕r���������������y����(y��ng)�m��(d��ng)�{(di��o)���C�^�ض���
��2�� ��ģ���ϲ�����(y��ng)�{(di��o)����ģ�g϶��ʹ��߅�g϶������ͬ�r���m��(d��ng)�{(di��o)��(ji��)�C�^�B�����ض���ʹ֮�c�C��ض����f(xi��)�{(di��o)��
��3�� �����к��н����s�|(zh��)����(y��ng)����ԭ�ϼ�����C�^���ݗU��
��4�� �D����ˇ�l�����Ʋ���(d��ng)����(y��ng)�m��(d��ng)�{(di��o)����ˇ�l�����N�������ϴ��ܱ�Ĥ�ĔD����ˇ�l�����±���ʾ��
���� �N�������ϴ��ܱ�Ĥ�ĔD����ˇ�l��
2���ݹ���б ���Ϸ������ų�������
��1�� �C������ģ�ض�̫������(y��ng)�m��(d��ng)������
��2�� �C�^�B�����ض�̫������(y��ng)�m��(d��ng)���͡�
��3�� ��ģ���ϲ���������Ĥ��������(y��ng)�m��(d��ng)�{(di��o)����ģ�g϶���C�^�B�����ض���
3���ݹܳ��J��
���Ϸ������ų�������
��1�� �ݹܳ�Ҏ(gu��)���Եĺ��J�������ڠ���݁�ĊA�o��̫С������݁���D(zhu��n)���ܵ��Cе ��������Ҏ(gu��)����׃����Ӱ���������������(y��ng)�m��(d��ng)���Ӡ���݁�ĊA�o�����z�ޠ����b�õęCе���Ӳ�����ʹ?f��n)���݁���D(zhu��n)��ƽ��(w��n)��
��2�� �ݹܳʟoҎ(gu��)�ɵĺ��J�������ڠ����ٶȲ���(w��n)�����Լ���s�L(f��ng)�h(hu��n)���L(f��ng)��̫���ˣ���(y��ng)�{(di��o)�������ٶ���ʹ���\�з�(w��n)�����L(f��ng)�h(hu��n)���L(f��ng)����(y��ng)�m��(d��ng)������
4���ݹܔ[��
���Ϸ������ų�������
��1�� ���Ϝض�̫������(y��ng)�m��(d��ng)���͙C�����C�^�ضȡ�
��2�� ��s�L(f��ng)�h(hu��n)����sЧ��̫������(y��ng)�����sϵ�y(t��ng)����sЧ�������m��(d��ng)�Ӵ��L(f��ng)�h(hu��n)���L(f��ng)�����L(f��ng)����
��3�� �ݹ��c���֊A���Ħ����̫������(y��ng)�m��(d��ng)�Ӵ����ְ�A�����pС�ݹ��c�A��Ľ��|��e��
��4�� �C�^�ض�̫�ͣ��������y��Ĥ����������(y��ng)�m��(d��ng)��ߙC�^�ضȼ������ݗU�D(zhu��n)�١�
5����Ĥ����l(f��)��
���Ϸ������ų�������
��1�� �C����C�^�ض�ƫ�ͣ������ܻ���������(y��ng)�m��(d��ng)��ߙC����C�^�ض���
��2�� �ݗU�D(zhu��n)��̫�졣��(y��ng)�m��(d��ng)�p����
��3�� �ݗU�ض�̫��̫�͡���(y��ng)ͨ�^�{(di��o)���ݗU��(n��i)��s���|(zh��)�����������ݗU�ضȿ������m�˵Ĝضȷ�����(n��i)��
6�����Ͼ����@
���Ϸ������ų�������
��1�� ��ģ���Ͽ�̎�зֽ����ϻ��s�|(zh��)ճ������(y��ng)���~�P���s�|(zh��)���Ϲγ������ؕr��(y��ng)픳�о���M��������
��2�� ��ģ����������(y��ng)������ģ��
��3�� �C�^��(n��i)��̫С����(y��ng)�����^�V�W(w��ng)��
��4�� ���Ϝض�̫�ߡ���(y��ng)�m��(d��ng)���͙C�����C�^�ضȡ�
7���ӿp�����E���@
���Ϸ������ų�������
��1�� �C�^��C�^�B�����ض�̫������(y��ng)�m��(d��ng)���������ضȲ���̫������t���ԕ��a(ch��n)���ӿp����
��2�� о����˲�λ�н���ճ������(y��ng)��о����˲�λ���Πʹ��A���^����
��3�� �C�^�C��(g��u)�O(sh��)Ӌ����������(y��ng)�ęC�^�O(sh��)Ӌ��
8�����Ȳ���
���Ϸ������ų�������
��1�� �C����C�^�ض�̫�͡���(y��ng)�m��(d��ng)�����
��2�� �ݹ���s��������(y��ng)�����sϵ�y(t��ng)����sЧ�ʣ��Ӵ��L(f��ng)�h(hu��n)���L(f��ng)�����L(f��ng)����Ҳ���m��(d��ng)���͔D���ٶȡ�
9����Ĥ���н��K
���Ϸ������ų�������
��1�� �^�V�W(w��ng)����ơ���(y��ng)���Q�^�V�W(w��ng)��
��2�� ���͜ضȿ��Ʋ���(d��ng)����(y��ng)�m��(d��ng)�{(di��o)����һ����r�£�������͜ض�ƫ���������ܻ������������،OŮ���Ͻ��K��
10������
���Ϸ������ų�������
��1�� ԭ��δ��ָ�����ˮ�ֺ���̫������(y��ng)�M���A(y��)����̎����
��2�� �CͲ���϶���λ��sˮ�B©����(y��ng)�z����s�ܵ����b�ã��ų��B©��
11����Ĥ����
���Ϸ������ų�������
��1�� ��Ĥ������(y��ng)�{(di��o)����Ĥ��ȡ�
��2�� ��s�������s������(y��ng)�ӏ���sЧ�ʻ��m��(d��ng)���ͳ����ٶ���
��3�� ���֊A�����݁�c�C�^����δ��������(y��ng)����У�����ľ���
��4�� ���֊A��ĊA��̫������(y��ng)�m��(d��ng)�pС�A�����Еr�����֊A��ĊA���c�ݹ�ֱ�������m��(y��ng)����(y��ng)�M���{(di��o)�����A��Ď��Π(y��ng)���Q��
��5�� ����݁�ĊA�o�����������ɾo��һ����(y��ng)�m��(d��ng)�{(di��o)���A�o����ʹ݁���ϵĊA�o���� ��ֲ���
��6�� �վ폈�����㶨����(y��ng)�{(di��o)��(ji��)�վ�Ħ���PĦ�����Ĵ�С�����C�վ폈���㶨��
��7�� �C�^���b��ƽ����(y��ng)У���C�^��ˮƽ�ȡ�
��8�� �ݹ����Ě�������(w��n)������(y��ng)���ݹ��܇��r���L(f��ng)�������ݹ��܇������ķ�(w��n)����
12���վ���ƽ
���Ϸ������ų�������
��1�� ��Ĥ��Ȳ�����(y��ng)�{(di��o)����Ĥ�����
��2�� ��s�������(y��ng)�ӏ���s���{(di��o)���L(f��ng)�h(hu��n)���L(f��ng)����
��3�� �����يA�o��������Ĥ��ƫ����(y��ng)�{(di��o)���A�o����ʹ݁���ϵĊA�o������һ����
��4�� �ݹ��еĿ՚�A����ĤƬ������ɰ��ۡ���(y��ng)�{(di��o)���A���ĊA�o�����ų�Ĥ�܃�(n��i)���w��
13����Ĥ�_���Բ���
���Ϸ������ų�������
��1�� �C�����C�^�ض�̫�ߡ���(y��ng)�m��(d��ng)���͡�
��2�� ����݁�A�o��̫������ٶ�̫�죬��s��������(y��ng)�{(di��o)С�A�o���͠����ٶ���
��3�� ��s��������(y��ng)�����sϵ�y(t��ng)����sЧ����
��4�� ����������̫�١���(y��ng)�����m���ă�(n��i)��������
��5�� ���܄�����̫������(y��ng)�p�����������M�����x�ø�Ч���܄���
14��˪��̫��
���Ϸ������ų�������
��1�� �C�^�ض�̫�ߡ���(y��ng)�m��(d��ng)������
��2�� �D����̫������(y��ng)�m��(d��ng)�����ݗU�D(zhu��n)����
��3�� ��s��������(y��ng)�Ӵ���s�L(f��ng)�h(hu��n)���L(f��ng)����
15��˪��̫��
���Ϸ������ų�������
��1�� �C�^�ض�̫�͡���(y��ng)�m��(d��ng)�����
��2�� �D����̫������(y��ng)�m��(d��ng)����ݗU�D(zhu��n)�١�
��3�� ��s�^������(y��ng)�p����s�L(f��ng)�h(hu��n)���L(f��ng)����
(����:���b�@��ܛ���b)
- ���]��
- ȫ���������Ʋ��a(ch��n)�I(y��)��ȫ���ۿ����オ�����
- �ɿڿɘ����ƿ��� �h(hu��n)�����ϳ�����
- �h(hu��n)�����g(sh��)�߳������ ����׃���ϵĮa(ch��n)�I(y��)��(y��ng)��
- XAAR�Ƴ����ʹ�ī������ӡī��ӡ�^
- �o�S���ʽ�ž�C��(g��u)
- ��Һλ�z�y�b�õ�Ϳ���C��(g��u)
- MCPϵ�y(t��ng)��Q�o�܄���(f��)��Ϳ�z�������y�}
- ��Ʒ���b��ɫ�����W(xu��)
- ̽������ܛ���bӡˢ�еĭh(hu��n)�����}
- ܛ�����bȡ������ƿ ������ˎ�Ƅ��o�}ݔҺ׃��