�o�܄��ͺϳ�Ҋ���}���\
http://www.sxbltgs.net �� ���r�g:2019��1��3�� �� ���P(gu��n)ע��(sh��):2902 �� |
ժҪ���o�܄��ͺϳ�Ҋ���}���\
�z𤄩Ϳ������F(xi��n)�տs�F(xi��n)��
��
����VMPET��Ĥ�ͺϵ����Ӳ��ϕr��Ϳ�z����VMPET��Ĥ߅�����F(xi��n)�zҺ�տs�F(xi��n)�����z���l(f��)�F(xi��n)ϵVMPET��Ĥ�ֲ������ܲ��ϸ�������
�o�܄��zҺ�ı��揈���h���ڸɷ��ͺ��õ��܄����zҺ��ϡ����܄����������ı��揈���H��26.29mN/m���������Ĥ���w�ı����ܵ���Ϳ���zҺ�ı��揈�����zҺ�ڱ�Ĥ����͕����F(xi��n)�տs�F(xi��n)����
�����Ĥ����ֲ���һЩ�ͱ��揈����������Ⱦ���t��ԓ�c�͕����F(xi��n)�zҺ�������տs���F(xi��n)��������K�ďͺ���Ʒ���γɚ���ȱ�ݣ�������Ʉ��x�������|(zh��)�����}��
��Ƶ�Ϳ�z���zҺ�տs�F(xi��n)������ʹ��ˮ���z𤄩�rҲ���ܳ��F(xi��n)��
�D(zhu��n)���z݁����ض��^��
��
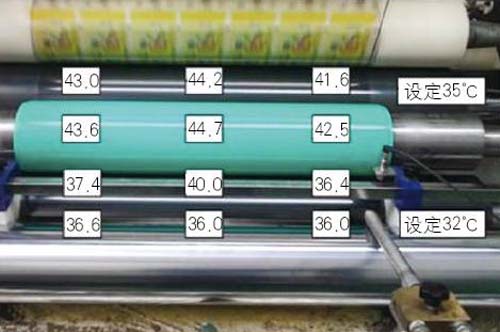
Ϳ��ϵ�y(t��ng)�Č��H�ض������c�O(sh��)���ض���һ��ƫ�����ڙC��300m/min�����z��1.45g/m2�ėl�������zͰ�ض��O(sh��)����35�棨���y38�棩��Ӌ��݁�ض��O(sh��)����32����Ϳ��݁�ض��O(sh��)����35����
Ϳ��ϵ�y(t��ng)�Č��y�ضȷֲ���D��ʾ��
�@�������D(zhu��n)���z݁Ħ��������ɵģ���Ӱ�������Ҫ��݁��❍�����zˮ�ȡ�������С��������݁��❍�ȵ�Ӱ����횇��ӿ�����
�z݁�����zҺ�ֲ�����
��
Ϳ�z��̫С�r���z݁������zҺ�ֲ����������ֲ��l(f��)���������⣩���@��ij�N�̶���Ҳ��ӳ��Ϳ��ϵ�y(t��ng)���D(zhu��n)���z݁���ľ��ȸߵ͡�
��Փ���v������ijЩ�ͺϽY(ji��)��(g��u)����BOPP/���Ĥ����Ϳ�z����1.0g/m2���ܝM��ͺϏ���Ҫ����������O(sh��)��Ϳ��ϵ�y(t��ng)�ľ��Ȳ������t��Ҫ�m������Ϳ�z�����Ա��CͿ�z������
����������ďͺϚ��ݬF(xi��n)��
��
ԭ���ϰ��ތ�ֱ�ӌ����C�ďͺϮa(ch��n)Ʒ���F(xi��n)���ݬF(xi��n)����ԭ���ǰ���̎�ͺϕr���������A��՚⡣��Ȼ���^��Ě����c���컯��Ҳ������ȫ������
���ԣ������@�N���ϸ�IJ��ϕr����ҪäĿ���M�����a(ch��n)��Ҫ����һ�ͺϙC�����ڴ_�J�ͺ��|(zh��)���ϸ������M���������a(ch��n)��
�ͺ�Ĥ�վ퉺���F(xi��n)��
��
����վ�r��݁���F(xi��n)���ӬF(xi��n)�����ڃɌ�PE�ͺ�Ĥ���^ܛ��������Ĥ�퉺��������Ĥ�����ӵ������^�����缈о׃�Ρ���о�����пڲ�ƽ��Ĥ��ͻȻ���@�������
�վ폈����һЩ�������@�N�F(xi��n)����
�ͺ�Ĥ߅�����z
��
�ͺ�Ĥ߅�����z�cͿ�z���^�����P(gu��n)��������a(ch��n)�^�����D(zhu��n)���z݁�ɶ��жѷe���z�F(xi��n)�����t�O�׳��F(xi��n)�վ���߅�����z�F(xi��n)����
�o�܄��ͺϙC�ڵ����\�Еr�D(zhu��n)���z݁�ɶ�ͨ�����зe�z�F(xi��n)���f�������\�ЕrͿ�z���^��������;ͣ�C�������_�C�r�C���^�������׳��F(xi��n)�����z��ɵ�ճ߅�F(xi��n)����
��Ҫ�f������������D(zhu��n)���z݁߅���ķe�z�F(xi��n)������@���t���z݁߅����ĥ�p���£���Ҫ���D(zhu��n)���z݁������ĥ����݁��ʹ�Õr߅�����z�F(xi��n)���������^�p����
�ͺ�Ĥ��̎���F(xi��n)����
��
�o�܄��ͺϕr���O(sh��)Ӌ̎����Ϳ�z�����׳��F(xi��n)�zˮ�y�F(xi��n)���컯��ͺ�Ĥ��̎�t�����F(xi��n)���ݬF(xi��n)�s��ʮ�ף������⣬�վ�������λ�ď���ͨ���^ī�Ӻ�̎С�������׳��F(xi��n)���ݬF(xi��n)����
��Q������
�ٸ�׃ī�Ӻ�����Ԝp�����wͿ�z����������̎���F(xi��n)���@���zˮ�y��
���x�ø��ȵğo�܄��z𤄩����ͬ��Ϳ�z���r���zˮ�y�F(xi��n)������@�p�p��
�D(zhu��n)���z݁�������ݡ���Ƥ
��
�D(zhu��n)���z݁��ʹ���Е����F(xi��n)���ݡ���Ƥ�F(xi��n)�����@�����z݁�������|(zh��)�����}����ֱ�ӵ�Ӱ푾�������Ϳ�z������
��Ҫ�f�����������Ƶ��D(zhu��n)���zֻ݁����ʹ��һ�Εr�g����ԓ�|(zh��)�����}���ܱ��F(xi��n)��������ʹ���z݁������ĥ����ʹ�ã�Ҳ�ܿ��֕����F(xi��n)��������Ƥ�F(xi��n)��
��ˣ����xُ�D(zhu��n)���z݁�r��һ��Ҫ�x���н�(j��ng)�����a(ch��n)�S��������ֻ���]�r�����ء�
Ĥ������̶�λ�õĚ���
��
������ݳ��F(xi��n)��Ĥ�������ͬһλ������Ĥ���վ��^����ж�ϼ��Q�ؕr�����ܔD�����������(j��ng)�Ŵ���^������Π�ܲ�Ҏ(gu��)�t��
��Q������
��ж���õIJ�܇������ë̺���������p��Ĥ������ֲ��܉�����
�ڱ����վ�Ҫ�oһЩ��
��X�ͺ�Ĥ������F(xi��n)С���c
��
������ͬ�ďͺϹ�ˇ����(sh��)����ͬ���z𤄩��̖��С���c���F(xi��n)�����ć��س̶�������ͬ��
���Ʒ�����
���zˮ�c��ī��ƥ������
�ڜp��Ϳ�z����
�۵͜��컯��
��X�ͺ�Ĥ���愝ī�F(xi��n)��
��
�@�N�F(xi��n)�����F(xi��n)����X�ͺ�Ĥ�վ��ӽ���о��λ����^��λ��Ҫ��ī��λ�ı�����Կ������@���ް����f��ԓ̎�����վ퉺���^��
�Ŵ��^����߀�l(f��)�F(xi��n)ī��̎����С���c�F(xi��n)����
��Q������
�ٱ��C�վ�ƽ����������
�ڽ���Ϳ�z����
�ۏͺϺ�������Ҝؗl���·���2��3С�r��Ȼ���ٷ����컯���M���컯��
��(n��i)�����ɫ���ͺ�Ĥ���^��Ӱ�
��
�o�܄��ͺϼӹ������ͺ�Ĥ��������ٶ�����һЩ�z�ߵ����^ȱ���������b���z�y�r���Ǻϸ�a(ch��n)Ʒ�����ڰ��b��ɫ���N�w��(n��i)��������@Щ���^ȱ�ݾ͕��ʬF(xi��n)����c�F(xi��n)����
��ʹ����ͬ��ӡˢ��ī����ī�Ӽ��жȵ�Ӱ���������վ��o�IJ�λ���^�����������վ��ɵIJ��քt���F(xi��n)���z��������Dz�Ҏ(gu��)�t���z�����t��Ҫ�m�����Ϳ�z����
�վ����R�c�����F(xi��n)��
��
�o�܄��ͺ�Ĥ�վ�һ��Ҫ���R����t���վ��ɵ�߅���O�׳��F(xi��n)�����F(xi��n)����
�վ폈���F���O(sh��)���^С�r����ӌ���(n��i)�ӕ��a(ch��n)���^��ĔD����������ͺ�Ĥ�վ����(n��i)����g��Ħ�������^������Ĥ�^��ˬ���tĦ�����������t�����F(xi��n)�վ�D���F(xi��n)�������O(sh��)���^����վ폈���F�ȕr���������վ����R����
�@�f���o�܄��ͺ�Ĥ���վ����R���c��������(sh��)�O(sh��)�����P(gu��n)���c�ͺ�Ĥ���g��Ħ����Ҳ���P(gu��n)ϵ��
��X�ͺ�Ĥˮ�����X
��
�o�܄��ͺϼӹ���BOPP/VMPET/PE�ͺ�Ĥ����ˮ��֮����F(xi��n)���X�F(xi��n)�����@Ҳ�dz�Ҋ���}֮һ��
��Ҋ���o�܄��ͺϺ���X�Y(ji��)��(g��u)��ˮ��a(ch��n)Ʒ�r��һ�����L�U����Ҫ��(j��ng)�^�����C������Ͷ���������a(ch��n)��
ˬ���������cĦ��ϵ��(sh��)
��

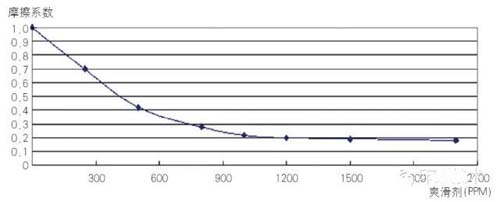
PEĤ��ˬ�������^�������ͺ�Ĥ���x�����½�
��

(����:�|�fܛ���b)
- ���]��
- ȫ���������Ʋ��a(ch��n)�I(y��)��ȫ���ۿ����オ�����
- �ɿڿɘ����ƿ��� �h(hu��n)�����ϳ�����
- �h(hu��n)�����g(sh��)�߳������ ����׃���ϵĮa(ch��n)�I(y��)����
- XAAR�Ƴ����ʹ�ī������ӡī��ӡ�^
- �o�S���ʽ�ž�C��(g��u)
- ��Һλ�z�y�b�õ�Ϳ���C��(g��u)
- MCPϵ�y(t��ng)��Q�o�܄��ͺ�Ϳ�z�������y�}
- ��Ʒ���b��ɫ�����W
- ̽������ܛ���bӡˢ�еĭh(hu��n)�����}
- ܛ�����bȡ������ƿ ������ˎ�Ƅ��o�}ݔҺ׃��